[应用文写作总结ppt]应用文写作总结ppt1 我于大二第一学期学习了《应用写作》。 起初,我对此门课程并没有什么详细的概念,并单纯地从字面理解为学习写作文。 但经过老师的一番讲解与课本知识的学...+阅读
摘要:激光拼焊板的应用,节约了原材料,减少了整车质量和冲压工序以及车身零部件数量,降低了汽车的生产成本;
提高了汽车的碰撞性能.使整车具有更好的安全性。本文介绍了激光拼焊板在汽车生产上国内外的应用情况,生产激光
拼焊板的典型成套设备-soutrac型全自动激光拼焊线的设备组成及工艺流程,焊接工作原理及质量监控系统。
关
键词:激光拼焊;汽车; 监测;控制
中图分类号:tg456.7 文献标识码:b
世界上第一个激光器的成功演示在4o多年前。在今天。
激光技术蓬勃发展.其作用远远超出了其发明初期人们原有的
预想.激光技术的应用目前遍及科技、经济、军事和社会的许
多领域。汽车工业是激光加工的重要应用领域,约占激光加工
的15%。激光焊接、激光切割、激光标记、激光打孔都有着广
泛的应用。本文着重介绍激光拼焊板在汽车车身上的应用。
激光用于车身面板的焊接可将不同厚度和具有不同表面涂
镀层的金属板拼焊在一起.然后再把这种毛坯冲压成车身零
件.这样制成的车身结构能达到最合理的金属组合。改善车身
部件的使用性能,降低汽车质量,提高汽车结构可靠性和安全
性,并优化工艺。激光焊接的速度约为2—18 m/min,而且变形
很小,省略了二次加工。采用激光焊接.没有搭接宽度和加强
部件,还可以压缩车身结构件本身的体积。仅此一项普通轿车
车身的质量就可减少5o 左右。1985年德国蒂森钢铁公司与
德国大众汽车公司合作.在audi100车身上成功采用了全球第
一块激光拼焊板。据有关资料统计. 目前在欧美发达工业国家
中, 已有5o%一7o%的汽车零部件是用激光加工完成的。世界
汽车制造商对拼焊板的需求大大促进了拼焊板的生产。目前.
法国阿赛洛在激光拼焊领域经过十几年的研究和发展,现激光
拼焊生产线已达到35条,其产品在欧洲市场占有率超过5o% ,
成为当今世界规模最大的钢铁巨头。而且欧洲许多冶金公司也
都在生产这种拼焊板。其中,意大利sollak公司也在不断扩大,
其子公司solblank公司已经投入了14条生产线,而且还准备在
英国及美国建立4条激光拼焊线,每条的产能将达到2万t/a。
在我国,众多汽车厂家引进了激光拼焊板的冲压技术.采
用进口激光拼焊板毛坯, 在国内冲压成形。随着国产化的进
程,陆续引进了激光拼焊线, 自己生产激光拼焊板。目前.奥
收稿日期:2007一o5—24
迪、帕萨特、雅阁、别克、马自达等中高档汽车都采用了激光
拼焊板。2004年12y]。由宝钢、一汽以及日本住友商事会社共
同投资的一汽宝友公司正式投产。从瑞士引进世界一流的激光
拼焊板线、开卷剪切线和开卷落料线。该生产线生产的激光拼
焊板完全可以替代进口产品. 投产初期年产量可达100万件以
上,产品首先用在一汽mazida6等系列车型上。不久前, 中国
重汽卡车公司在h0w0重卡研发生产中采用蒂森克虏伯公司提
供的激光拼焊板。经过大量试验、改进。成功地解决了大尺寸
驾驶室开发用料难题。首创国内重卡车身板材激光拼焊技术。
长春一汽宝友钢材加工配送中心,武汉蒂森克虏伯激光拼焊有
限公司,上海宝钢阿赛洛激光拼焊有限公司,广州花都宝井激
光拼焊板有限公司等都在为周边地区的汽车生产厂家提供激光
拼焊板。国内的专业激光拼焊板生产已初具规模。
1 激光拼焊工艺在车身制造中的应用
汽车车身各结构的形状、受力不一样,对强度、刚度、拉
延和塑性变形的要求各有不同,一般要根据构件的形式、要求
和使用材料来选择冲压工艺。传统工艺是先冲压后焊接,新的
工艺方式则将这种顺序颠倒过来,称为“拼焊”— — 将不同厚
度和不同性能的钢板冲裁后拼焊起来,然后冲压成形。采用拼
焊钢板可以按照汽车的不同部位对应采用不同的板材.更好地
发挥其作用。
激光拼焊技术应用于车身侧围的制造,不再需要任何加强
杆、加强筋及附属的生产工艺,部件质量和数量都会减少;而
高延展性材料的应用也会使抗撞击能力得到改进。例如前后车
门内板、左右侧围加强板、左右前纵梁内外板、前挡板等.用
激光焊接技术,既减轻了板材质量又提高了车体的刚度。可在
减轻车身质量的前提下.装备更多的设备,进而提高汽车的性
能。ulsab (tit界轻质钢制车身协会)的最新研究结果表明:
3o ·工艺与新技术· 焊接技术 第36卷第5期2o07年lo月
最新型的钢制车身结构中,50%采用了拼焊板。
2 设12全文查看备组成及工艺流程
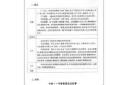
以一汽宝友激光拼焊线为例,设备组成(模型图、布置及
作用)如图1所示。
堆
图1 拼焊线模型图
从图中可以看出.该拼焊线主要包括:上料小车7个,换
料时可不间断地生产,将最多5块板拼成1块板,左右分别有1
个上料小车准备后续片料,使生产连续进行;拆垛机器人2个,
分
别负责左右两边小车的拆垛; 中转台1个,机器人将片料放
到中转台上.机器人抓起的料如果是双片.就放到双料片台上
等待处理; 中转机器人1个,抓起中转台上的料片,摆放到预
定位工作台上;预定位工作台1个,接收中转机器人运来的料,
进行预定位后, 等待luni(精定位上料装置)拾取料片;
luni 1个.抓起经过预定位的成组料片,按着一定的顺序将
料片精定位到精定位工作台上,准备焊接;精定位工作台1个,
是一种磁性定位工装,辅助部分有定位块和气动挡料机构等;
激光焊机1个.是生产线的核心部分,型号为soudrac3600,
有1个激光焊头,其前后分别是一个souvis系统cmos摄像头,
前者负责寻找和跟踪焊缝并可测量焊缝间隙的大小,反馈给焊
丝填充系统。控制焊丝的进给速度;后者负责焊缝正面的质量
检测;下料机器人1个,将焊完的板料抓起并竖立,待检测机
器人检测完毕后,将板料放到磁性传送带上,然后回到抓料位
置;检测机器人1个,有1个souvis系统cmos摄像头,其作用
是检测焊缝背面的质量;磁性传送带,接收下料机器人运送过
来的板料,并运送给堆垛机器人,期间通过打浅坑装置,如果
需要堆垛用的浅坑,就停下来打完浅坑后,再运送到指定位
置;打浅坑装置是出于码垛或下道冲压工序的需要,板料打上
浅坑,堆垛时才能堆齐;翻转装置,需要翻转的板料,完成翻
转后,再进行堆垛;堆垛机器人1个,从磁性传送带上抓起板
料,堆放到成品堆垛区,期间如果有废品,就会将废品堆放到
废品堆垛区;成品中转台,由于废品的存在,甩出废品后,剩
下的不足一组的料暂时存放于此;成品堆垛区,分1号堆垛区
和2号堆垛区,交替使用;检测墙,在需要进行人工检测时,
堆垛机器人可以将板料放到检测墙上,人工将其从线内移到线
外,在全线不停机的情况下,进行人工抽查;激光发生器,产
生的激光通过光缆传输到激光焊头,提供焊接能量;冷却装
置,对激光发生器进行冷却;除尘和过滤系统,对焊接时产生
的烟雾和焊渣进行清理和过滤;焊缝填充装置,根据焊缝间隙
的大小调节填充丝的进给速度;hmi,人机界面,是人机对话
用的可视系统;焊接控制系统,主要控制焊接时激光焊头和焊
接工装行走的轨迹及各种焊接参数。
整个工艺流程如下:拆垛一上料一预定位一精定位一yag
激光拼焊(进料、焊接和出料)一下料(焊缝检测)一打浅
坑一堆垛(检测墙抽检)。
3 激光焊接的特性
激光最基本的特点就是:单色性、方向性、相关性,以
及由此而产生的超高亮度和超短脉冲等非常适合焊接加工。它
的突出优点在于适合高熔点金属或异种金属的焊接,不仅光斑
小,热形变小,而且可对透明外壳内的部件进行焊接,容易实
现自动化。激光器一般按产生激光的工作物质不同来分类,主
要有半导体(gaas,inp等)激光器、固体(nd:yag等)激
光器、气体(co ,he—ne等)激光器、液体(可调谐染料
等)激光器、化学激光器、自由电子激光器等。其中气体激光
器以气体或金属蒸汽为发光粒子,是目前种类最多,激励方式
最多样化.激光波长分布区域最宽,容易实现大功率连续输
出.也是应用最广泛的一类激光器。固体激光器是将产生激光
的粒子掺于固体基质,其浓度比气体大, 因而可以获得更大的
激光能量输出,具有能量大,峰值功率高,机构紧凑,牢固耐
用等特点。在激光焊接中主要就采用这2种受激物质的激光器。
这里采用的就是固体(nd:yag等)激光器。
4 激光拼焊的质量监测与控制原理
由于人工检查焊缝质量缺乏可靠性与稳定性,因此,有必
要采用可靠性高、效能先进的质量监控系统,实现对焊缝质量
参数的全程、同步、无间断的精确检测。为了适应这种需求,
welding technology vo1.36 no.5 oct.2007 ·工艺与新技术· 31
生产线上安装了soudronic汽车系统有限公司开发的第2代可视
激光焊接焊缝质量监控系统— — “souvis 5000” (soudronic
vision system)。该系统采用新型光学取像与激光感应技术,
可实现对焊缝三维形面参数与焊缝表面均匀性参数进行同步检
测.且2种检测功能有机地集成于一个独立的感应装置里。
“souvis 5000” 的硬件平台为一台功能强大的工业电脑。
内置有图像处理系统与实时操作系统。感应头为一个cm0s摄
像头,它具有自适应反馈特点及特殊的闪光技术。该系统可集
成到tcp/ip网络中进行数据交换, 也可通过母线(can,
interbus)与plc连接进行外部控制,也可与远程服务器连
接,实现远程质量监控及系统故障自诊。
系统获取的标准图像尺寸为10 mm
8 mm。分辨率为1o
岬。在实际生产过程中,感应头或待检测工件需在连续运动
中取像,系统的取像触发装置可保证连续取像的2个相邻图像
有一定重叠,从而实现无间断取像检测。受限于摄像头取像速
度及数据传输速度,系统的检测速度为30 m/min。由于系统取
像与检测速度快,因此,在实际应用中,影响检测速度的瓶颈
往往是其他生产装置,如焊接机器人、工件穿梭装置等。
激光焊接的焊缝质量检测主要取决于两方面的数据特征:
焊缝几何形面的绝对测量值和焊缝表面的均匀性。焊缝的局部
缺陷会对焊缝强度及表面美观产生影响。因此。 “souvis
5000” 采用以下3种方式同步探测焊缝局部缺陷:焊缝形面三
维数据分析、焊缝组织结构分析和针孔分析。焊缝组织结构一
般通过纤维性结构来反映,即“鱼骨形” 结构。为了对焊缝结
构进行分析,系统根据纤维结构的斜度、方向及多像素方式生
成焊缝结构特征。这些结构特征可通过数字来反映焊缝表面质
量与平滑均匀性等。如果在某个焊缝区这些数据变化很大.则
说明焊缝出现局部焊接缺陷。比如由于等离子保护造成的熔深
深度不足或者由于工件表面涂层造成的孔隙或焊坑。细小的焊
接缺陷(如针孔)通过这种方式无法探测,因此.该系统利用
针孔分析算法来发现小于几百 m的细小焊接缺陷,在激光钎
焊焊缝上可探测出直径仅为200 m的针孔。
5 激光拼焊的局限性
在工业应用中,激光焊接的工艺控制非常关键,这主要是
因为:待焊工件的精度、工件焊接组合的重复定位与夹紧精度
有一定限度,焊接前的间隙必须控制在一定精度范围内;对于
有些焊接形面,激光聚焦点跟踪整个焊接缝隙轨迹(长度可达
2 m以上)的精度要求不超出激光光束直径的10%:有时待焊
工件表面会有金属涂层(如镀锌板),而金属涂层常常会造成
焊接气孔。在汽车工业中的大批量生产应用中,激光焊接多采
用“深入焊”或“透焊”工艺。但是,即便对焊缝间隙控制得
再好,也无法避免出现焊接缺陷。从其表面来看,焊缝缺陷主
要可分为两大类:焊缝几何形面缺陷和随机缺陷,前者一般通
过对一段焊缝进行观察即可发现。后者作为局部缺陷常出现在
不可预知的位置。另外, 由于焊缝部位的硬化,给后续的冲压
过程带来一定挑战。
6 结论
不等厚钢板激光拼焊技术属国际先进技术,可以降低整车
的质量和成本,提高整车的碰撞性能。该技术在国内尚属新工
艺,激光的空间控制性和时间控制性很好,对加工对象的材
质、形状、尺寸和加工环境的自由度都很大,特别适用于自动
化加工。激光加工系统与计算机数控技术相结合可构成高效自
动化加工设备, 已成为汽车制造业生产的关键技术.为优质、
高效和低成本的加工生产开辟了广阔的前景。

参考文献:.
[1]陈炜,吴毅明,吕 盾,等.差厚激光拼焊板门内板的成形性
能研究[j].中国机械工程,2006,17(11):1 188—1 190.
[2]杨继昌,陈炜,张福祥,等.差厚拼焊板拉延成形工艺研究
[j].江苏大学学报(自然科学版),2003,24 (5):1-4.
[3]李 季,黄树槐,胡伦骥.高精剪一板材激光拼焊生产线上的关键
设备[j].锻压技术,1998,23 (2):46—49.12全文查看摘要:激光拼焊板的应用,节约了原材料,减少了整车质量和冲压工序以及车身零部件数量,降低了汽车的生产成本;
提高了汽车的碰撞性能.使整车具有更好的安全性。本文介绍了激光拼焊板在汽车生产上国内外的应用情况,生产激光
拼焊板的典型成套设备-sourc型全自动激光拼焊线的设备组成及工艺流程,焊接工作原理及质量监控系统。
关
键词:激光拼焊;汽车; 监测;控制
中图分类号:456.7 文献标识码:b
世界上第一个激光器的成功演示在4o多年前。在今天。
激光技术蓬勃发展.其作用远远超出了其发明初期人们原有的
预想.激光技术的应用目前遍及科技、经济、军事和社会的许
多领域。汽车工业是激光加工的重要应用领域,约占激光加工
的15%。激光焊接、激光切割、激光标记、激光打孔都有着广
泛的应用。本文着重介绍激光拼焊板在汽车车身上的应用。
激光用于车身面板的焊接可将不同厚度和具有不同表面涂
镀层的金属板拼焊在一起.然后再把这种毛坯冲压成车身零
件.这样制成的车身结构能达到最合理的金属组合。改善车身
部件的使用性能,降低汽车质量,提高汽车结构可靠性和安全
性,并优化工艺。激光焊接的速度约为2—18 m/min,而且变形
很小,省略了二次加工。采用激光焊接.没有搭接宽度和加强
部件,还可以压缩车身结构件本身的体积。仅此一项普通轿车
车身的质量就可减少5o 左右。1985年德国蒂森钢铁公司与
德国大众汽车公司合作.在udi100车身上成功采用了全球第
一块激光拼焊板。据有关资料统计. 目前在欧美发达工业国家
中, 已有5o%一7o%的汽车零部件是用激光加工完成的。世界
汽车制造商对拼焊板的需求大大促进了拼焊板的生产。目前.
法国阿赛洛在激光拼焊领域经过十几年的研究和发展,现激光
拼焊生产线已达到35条,其产品在欧洲市场占有率超过5o% ,
成为当今世界规模最大的钢铁巨头。而且欧洲许多冶金公司也
都在生产这种拼焊板。其中,意大利sollk公司也在不断扩大,
其子公司solblnk公司已经投入了14条生产线,而且还准备在
英国及美国建立4条激光拼焊线,每条的产能将达到2万/。
在我国,众多汽车厂家引进了激光拼焊板的冲压技术.采
用进口激光拼焊板毛坯, 在国内冲压成形。随着国产化的进
程,陆续引进了激光拼焊线, 自己生产激光拼焊板。目前.奥
收稿日期:2007一o5—24
迪、帕萨特、雅阁、别克、马自达等中高档汽车都采用了激光
拼焊板。2004年12y]。由宝钢、一汽以及日本住友商事会社共
同投资的一汽宝友公司正式投产。从瑞士引进世界一流的激光
拼焊板线、开卷剪切线和开卷落料线。该生产线生产的激光拼
焊板完全可以替代进口产品. 投产初期年产量可达100万件以
上,产品首先用在一汽mzid6等系列车型上。不久前, 中国
重汽卡车公司在h0w0重卡研发生产中采用蒂森克虏伯公司提
供的激光拼焊板。经过大量试验、改进。成功地解决了大尺寸
驾驶室开发用料难题。首创国内重卡车身板材激光拼焊技术。
长春一汽宝友钢材加工配送中心,武汉蒂森克虏伯激光拼焊有
限公司,上海宝钢阿赛洛激光拼焊有限公司,广州花都宝井激
光拼焊板有限公司等都在为周边地区的汽车生产厂家提供激光
拼焊板。国内的专业激光拼焊板生产已初具规模。
1 激光拼焊工艺在车身制造中的应用
汽车车身各结构的形状、受力不一样,对强度、刚度、拉
延和塑性变形的要求各有不同,一般要根据构件的形式、要求
和使用材料来选择冲压工艺。传统工艺是先冲压后焊接,新的
工艺方式则将这种顺序颠倒过来,称为“拼焊”— — 将不同厚
度和不同性能的钢板冲裁后拼焊起来,然后冲压成形。采用拼
焊钢板可以按照汽车的不同部位对应采用不同的板材.更好地
发挥其作用。
激光拼焊技术应用于车身侧围的制造,不再需要任何加强
杆、加强筋及附属的生产工艺,部件质量和数量都会减少;而
高延展性材料的应用也会使抗撞击能力得到改进。例如前后车
门内板、左右侧围加强板、左右前纵梁内外板、前挡板等.用
激光焊接技术,既减轻了板材质量又提高了车体的刚度。可在
减轻车身质量的前提下.装备更多的设备,进而提高汽车的性
能。ulsb (i界轻质钢制车身协会)的最新研究结果表明:
3o ·工艺与新技术· 焊接技术 第36卷第5期2o07年lo月
最新型的钢制车身结构中,50%采用了拼焊板。
2 设[]备组成及工艺流程
以一汽宝友激光拼焊线为例,设备组成(模型图、布置及
作用)如图1所示。
堆
图1 拼焊线模型图
从图中可以看出.该拼焊线主要包括:上料小车7个,换
料时可不间断地生产,将最多5块板拼成1块板,左右分别有1
个上料小车准备后续片料,使生产连续进行;拆垛机器人2个,
分
别负责左右两边小车的拆垛; 中转台1个,机器人将片料放
到中转台上.机器人抓起的料如果是双片.就放到双料片台上
等待处理; 中转机器人1个,抓起中转台上的料片,摆放到预
定位工作台上;预定位工作台1个,接收中转机器人运来的料,
进行预定位后, 等待luni(精定位上料装置)拾取料片;
luni 1个.抓起经过预定位的成组料片,按着一定的顺序将
料片精定位到精定位工作台上,准备焊接;精定位工作台1个,
是一种磁性定位工装,辅助部分有定位块和气动挡料机构等;
激光焊机1个.是生产线的核心部分,型号为soudrc3600,
有1个激光焊头,其前后分别是一个souvis系统cmos摄像头,
前者负责寻找和跟踪焊缝并可测量焊缝间隙的大小,反馈给焊
丝填充系统。控制焊丝的进给速度;后者负责焊缝正面的质量
检测;下料机器人1个,将焊完的板料抓起并竖立,待检测机
器人检测完毕后,将板料放到磁性传送带上,然后回到抓料位
置;检测机器人1个,有1个souvis系统cmos摄像头,其作用
是检测焊缝背面的质量;磁性传送带,接收下料机器人运送过
来的板料,并运送给堆垛机器人,期间通过打浅坑装置,如果
需要堆垛用的浅坑,就停下来打完浅坑后,再运送到指定位
置;打浅坑装置是出于码垛或下道冲压工序的需要,板料打上
浅坑,堆垛时才能堆齐;翻转装置,需要翻转的板料,完成翻
转后,再进行堆垛;堆垛机器人1个,从磁性传送带上抓起板
料,堆放到成品堆垛区,期间如果有废品,就会将废品堆放到
废品堆垛区;成品中转台,由于废品的存在,甩出废品后,剩
下的不足一组的料暂时存放于此;成品堆垛区,分1号堆垛区
和2号堆垛区,交替使用;检测墙,在需要进行人工检测时,
堆垛机器人可以将板料放到检测墙上,人工将其从线内移到线
外,在全线不停机的情况下,进行人工抽查;激光发生器,产
生的激光通过光缆传输到激光焊头,提供焊接能量;冷却装
置,对激光发生器进行冷却;除尘和过滤系统,对焊接时产生
的烟雾和焊渣进行清理和过滤;焊缝填充装置,根据焊缝间隙
的大小调节填充丝的进给速度;hmi,人机界面,是人机对话
用的可视系统;焊接控制系统,主要控制焊接时激光焊头和焊
接工装行走的轨迹及各种焊接参数。
整个工艺流程如下:拆垛一上料一预定位一精定位一y
激光拼焊(进料、焊接和出料)一下料(焊缝检测)一打浅
坑一堆垛(检测墙抽检)。
3 激光焊接的特性
激光最基本的特点就是:单色性、方向性、相关性,以
及由此而产生的超高亮度和超短脉冲等非常适合焊接加工。它
的突出优点在于适合高熔点金属或异种金属的焊接,不仅光斑
小,热形变小,而且可对透明外壳内的部件进行焊接,容易实
现自动化。激光器一般按产生激光的工作物质不同来分类,主
要有半导体(s,inp等)激光器、固体(nd:y等)激
光器、气体(co ,h—n等)激光器、液体(可调谐染料
等)激光器、化学激光器、自由电子激光器等。其中气体激光
器以气体或金属蒸汽为发光粒子,是目前种类最多,激励方式
最多样化.激光波长分布区域最宽,容易实现大功率连续输
出.也是应用最广泛的一类激光器。固体激光器是将产生激光
的粒子掺于固体基质,其浓度比气体大, 因而可以获得更大的
激光能量输出,具有能量大,峰值功率高,机构紧凑,牢固耐
用等特点。在激光焊接中主要就采用这2种受激物质的激光器。
这里采用的就是固体(nd:y等)激光器。
4 激光拼焊的质量监测与控制原理
由于人工检查焊缝质量缺乏可靠性与稳定性,因此,有必
要采用可靠性高、效能先进的质量监控系统,实现对焊缝质量
参数的全程、同步、无间断的精确检测。为了适应这种需求,
wldin chnoloy vo1.36 no.5 oc.2007 ·工艺与新技术· 31
生产线上安装了soudronic汽车系统有限公司开发的第2代可视
激光焊接焊缝质量监控系统— — “souvis 5000” (soudronic
vision sysm)。该系统采用新型光学取像与激光感应技术,
可实现对焊缝三维形面参数与焊缝表面均匀性参数进行同步检
测.且2种检测功能有机地集成于一个独立的感应装置里。
“souvis 5000” 的硬件平台为一台功能强大的工业电脑。
内置有图像处理系统与实时操作系统。感应头为一个cm0s摄
像头,它具有自适应反馈特点及特殊的闪光技术。该系统可集
成到cp/ip网络中进行数据交换, 也可通过母线(cn,
inrbus)与plc连接进行外部控制,也可与远程服务器连
接,实现远程质量监控及系统故障自诊。
系统获取的标准图像尺寸为10 mm
8 mm。分辨率为1o
岬。在实际生产过程中,感应头或待检测工件需在连续运动
中取像,系统的取像触发装置可保证连续取像的2个相邻图像
有一定重叠,从而实现无间断取像检测。受限于摄像头取像速
度及数据传输速度,系统的检测速度为30 m/min。由于系统取
像与检测速度快,因此,在实际应用中,影响检测速度的瓶颈
往往是其他生产装置,如焊接机器人、工件穿梭装置等。
激光焊接的焊缝质量检测主要取决于两方面的数据特征:
焊缝几何形面的绝对测量值和焊缝表面的均匀性。焊缝的局部
缺陷会对焊缝强度及表面美观产生影响。因此。 “souvis
5000” 采用以下3种方式同步探测焊缝局部缺陷:焊缝形面三
维数据分析、焊缝组织结构分析和针孔分析。焊缝组织结构一
般通过纤维性结构来反映,即“鱼骨形” 结构。为了对焊缝结
构进行分析,系统根据纤维结构的斜度、方向及多像素方式生
成焊缝结构特征。这些结构特征可通过数字来反映焊缝表面质
量与平滑均匀性等。如果在某个焊缝区这些数据变化很大.则
说明焊缝出现局部焊接缺陷。比如由于等离子保护造成的熔深
深度不足或者由于工件表面涂层造成的孔隙或焊坑。细小的焊
接缺陷(如针孔)通过这种方式无法探测,因此.该系统利用
针孔分析算法来发现小于几百 m的细小焊接缺陷,在激光钎
焊焊缝上可探测出直径仅为200 m的针孔。
5 激光拼焊的局限性
在工业应用中,激光焊接的工艺控制非常关键,这主要是
因为:待焊工件的精度、工件焊接组合的重复定位与夹紧精度
有一定限度,焊接前的间隙必须控制在一定精度范围内;对于
有些焊接形面,激光聚焦点跟踪整个焊接缝隙轨迹(长度可达
2 m以上)的精度要求不超出激光光束直径的10%:有时待焊
工件表面会有金属涂层(如镀锌板),而金属涂层常常会造成
焊接气孔。在汽车工业中的大批量生产应用中,激光焊接多采
用“深入焊”或“透焊”工艺。但是,即便对焊缝间隙控制得
再好,也无法避免出现焊接
延伸阅读:
应用心理学专业求职简历模板应用心理学专业人才是现在社会紧缺的人才,大家了解该专业的简历怎么制作吗?欢迎阅读这篇应用心理学专业求职简历模板! 应用心理学专业求职简历模板 基 本 资 料 姓 名: 本站网站...
精益管理在企业行政管理中的应用精益管理在企业行政管理中的应用是小编为大家带来的论文范文,欢迎阅读。 【摘 要】行政管理在企业管理中的地位和作用越来越突显,企业推行精益行政管理,可以优化工作流程、提高...
应用文总结应用文计划总结ppt应用文总结_应用文计划总结ppt1 这学期的《应用文写作》课程已经结束了,在这门课的学习过程中,我学到了很多,对我今后的人生也是受益匪浅。 在以前我从来没有接触过应用文写作,...
学习应用文写作的总结学习应用文写作的总结1 大三的第一学期,在学校教学工作的要求下,在岳文强老师的悉心指导下,我们在16周内,完成了《应用文写作》课程的学习,应用文写作技能有了显著地提高,取得了显...
应用文写作总结格式大学生应用文写作总结【1】 岁月悄悄地翻过了又一个春夏秋冬,我们送走了昨日稚气未脱的自己,迎来了今天成熟奋进的自己。 在过去的一年时间里,本人经历了河北软件职业技术学院...
计算机应用人才个人简历计算机应用人才是具备计算机基本知识,懂得计算机操作方法和维护技术的人员!那么我们想从事这方面的工作就要准备好一份专业的简历!这是一份:计算机应用人才个人简历,欢迎大家参...
柔性管理在高校行政管理中的应用柔性管理在高校行政管理中的应用是小编为大家带来的论文范文,欢迎阅读。 【摘 要】新时期,高校师生的个性特征越发显现,传统的、以刚性管理为主的高校行政管理模式,已经不能够适...
公共服务型水行政管理的创新应用论文公共服务型水行政管理的创新应用论文 【摘要】在我国经济社会转型的新形势下,本文从水行政管理体制中存在的诸多问题入手,本文从水行政职能、水行政结构、水行政行为等三方面...
移动智能终端应用软件预置和分发管理暂行规定根据工信部《移动智能终端应用软件预置和分发管理暂行规定》,7月1日起,生产企业和互联网信息服务提供者应确保除基本功能软件外的移动智能终端应用软件可卸载;未经明示且用户...